ЩТЮїаРЪЂЪ§ПиЩшБИгаЯоЙЋЫО
ЗўЮёШШЯпЃК029-82607844
гЪЯфЃК1538804070@qq.com
ДЋецЃК029-82607844
ЕижЗЃКЮїАВЪаЯЬФўЖЋТЗ402КХ
| ФкдВФЅДВЗжРр |
| РДдДЃКЭјТчзЊеЊ зїепЃКи§Ућ ЕуЛїДЮЪ§ЃК1447ДЮ ЗЂВМЪБМфЃК2022/4/14 |
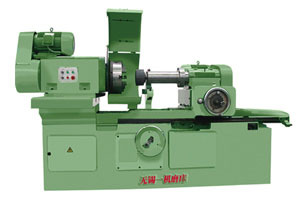
МгЙЄЙЄМўЕФдВжљаЮЁЂдВзЖаЮЛђЦфЫћаЮзДЫиЯпеЙГЩЕФФкПзБэУцМАЦфЖЫУцЕФФЅДВЁЃФкдВФЅДВЗжЮЊЦеЭЈФкдВФЅДВ(ЭМ1)ЁЂаааЧФкдВФЅДВЁЂЮоаФФкдВФЅДВ(ЭМ2)ЁЂзјБъФЅДВКЭзЈУХгУЭОЕФФкдВФЅДВЕШЁЃАДЩАТжжсХфжУЗНЪНЃЌФкдВФЅДВгжгаЮдЪНКЭСЂЪНжЎЗжЁЃ ЦеЭЈ гЩзАдкЭЗМмжїжсЩЯЕФПЈХЬМаГжЙЄМўзїдВжмНјИјдЫЖЏЃЌЙЄзїЬЈДјЖЏЩАТжМмбиДВЩэЕМЙь(МћЛњДВЕМЙь)зїзнЯђЭљИДдЫЖЏЃЌЭЗМмбиЛЌААзїКсЯђНјИјдЫЖЏ(МћЛњДВ);ЭЗМмЛЙПЩШЦЪњжБжсзЊжСвЛЖЈНЧЖШвдФЅЯїзЖПзЁЃ аааЧ ЙЄзїЪБЙЄМўЙЬЖЈВЛЖЏ,ЩАТжГ§ШЦБОЩэжсЯпИпЫйа§зЊЭтЛЙШЦБЛМгЙЄПзЕФжсЯпЛизЊЃЌвдЪЕЯждВжмНјИјЃЌЫќЪЪгкФЅЯїДѓаЭЙЄМўЛђВЛвЫа§зЊЕФЙЄМўШчФкШМЛњЦјИзЬхЕШЁЃ ЮоаФ
ЙЄзїЪБЙЄМўЭтдВжЇГадкЙіТжЛђжЇГаПщЩЯЃЌЙЄМўЖЫУцгЩДХСІПЈХЬЮќзЁВЂДјЖЏа§зЊЃЌЕЋТдПЩИЁЖЏЃЌвдБЃжЄФкЭтдВЕФЭЌаФЖШЁЃаЁЙцИёФкдВФЅДВЕФЩАТжзЊЫйзюИпПЩДяЪЎМИЭђзЊУПЗжЁЃдкДѓХњСПЩњВњжаЪЙгУЕФФкдВФЅДВЃЌздЖЏЛЏГЬЖШвЊЧѓНЯИпЃЌдкФЅЯїЙ§ГЬжаЃЌПЩгУШћЙцЛђВтЮЂвЧздЖЏПижЦГпДчЁЃ НсЙЙФкдВФЅДВЗжЮЊЦеЭЈФкдВФЅДВКЭЭђФмФкдВФЅДВЁЃЦфжаЭђФмФкдВФЅДВЪЧгІгУзюЙуЗКЕФФЅДВЁЃдкФкдВФЅДВЩЯПЩФЅЯїИїжжжсРрКЭЬзЭВРрЙЄМўЕФФкдВжљУцЁЂФкдВзЖУцвдМАЬЈНзжсЖЫУцЕШЁЃ ФЅДВЕФжївЊВПМўЮЊДВЩэ ЁЃДВЩэЪЧФЅДВЕФЛљДЁжЇГаМўЁЂдкЫќЕФЩЯУцзАгаЩАТжМмЁЂЙЄзїЬЈЁЂЭЗМмЁЂЮВзљМАКсЯђЛЌААЕШВПМўЁЃЪЙетаЉВПМўдкЙЄзїЪББЃГжзМШЗЕФЯрЖдЮЛжУЁЃДВЩэФкВПгУзївКбЙгЭЕФгЭГиЁЃЭЗМмгУгкАВзАМАМаГжЙЄМўВЂДјЖЏЙЄМўа§зЊ,ЭЗМмдкЫЎЦНУцФкПЩФцЪБеыЗНЯђзЊ 90ЁуЁЃФкдВФЅОпгУгкжЇГаФЅФкПзЕФЩАТжжїжсЁЃФкдВФЅОпжїжсгЩЕЅЖРЕФЕчЖЏЛњЧ§ЖЏЁЃЩАТжМмгУгкжЇГаВЂДЋЖЏИпЫйа§зЊЕФЩАТжжїжсЁЃЩАТжМмзАдкЛЌААЩЯЃЌЕБашФЅЯїЖЬдВзЖУцЪБЃЌЩАТжМмПЩвддкЫЎЦНУцФкЕїећжСвЛЖЈНЧЖШЮЛжУЁР30ЁуЁЃЮВзљКЭЭЗМмЕФЖЅМтвЛЦ№жЇГаЙЄМўЁЃЛЌААМАКсЯђНјИјЛњЙЙзЊЖЏКсЯђНјИјЪжТжЁЃПЩвдЪЙКсЯђНјИјЛњЙЙДјЖЏЛЌААМАЦфЩЯЕФЩАТжМмзїКсЯђНјИјдЫЖЏЁЃ ЙЄзїЬЈгЩЩЯЯТСНВузщГЩЁЃЩЯЙЄзїЬЈПЩШЦЯТЙЄзїЬЈЕФЫЎЦНУцФкЛизЊвЛИіНЧЖШ(ЁР10Ёу)?гУвдФЅЯїзЖЖШВЛДѓЕФГЄдВзЖУцЃЌЩЯЙЄзїЬЈЕФЩЯУцзАгаЭЗМмКЭЮВзљЁЃЫќУЧПЩЫцзХЙЄзїЬЈвЛЦ№ЃЌбиДВЩэЕМЙьзїзнЯђЭљИДдЫЖЏЁЃ ЛњДВЕФгУЭО :ЦеЭЈОЋЖШМЖЭђФмФкдВФЅДВЃЌећЛњОЋЖШЮЊIT6ЁЂIT7МЖЁЃМгЙЄБэУцЕФБэУцДжВкЖШжЕRaПЩПижЦдк1.25КЭ0.08ІЬmЗЖЮЇФкЁЃЭђФмФкдВФЅДВПЩгУгкФкФкдВжљБэУцЁЂФкдВзЖБэУцЕФОЋМгЙЄЃЌЫфШЛЩњВњТЪНЯЕЭЃЌЕЋгЩгкЭђФмФкдВФЅДВЭЈгУадНЯКУЃЌБЛЙуЗКгУгкЕЅМўаЁХњЩњВњГЕМфЁЂЙЄОпГЕМфКЭЛњаоГЕМфЁЃ ЬиЕуЁяЛњДВЕФНјИјМАВЙГЅ,гЩЖўИіЛЅВЛИЩЩцЕФДЋЖЏЛњЙЙжДаа.НјИјЯЕЭГОпгаЖЈГЬФЅЯїЙІФм,ВЩгУЪжЖЏЛђвКЖЏЖўжжНјИјЗНЪНЁЃЁяЛњДВЩшгаПьЬјЛњЙЙЃЌвђДЫЭЫГіЩАТжНјааВтСПЛђаоећКѓВЛБижиаТЪжЖЏЖдЕЖЁЃ ЁяЙЄзїЬЈПьЭЫЩшгажаЭЃзАжУЃЌПьЭЫОрРыПЩАДашвЊЕїећЃЌвдМѕЩйИЈжњЪБМфЁЃ ЁяЙЄзїЬЈЦ№ЖЏЪжАбЩшгаАВШЋСЊЫјзАжУЃЌШЗБЃзАаЖКЭВтСПЙЄзїЪБЕФАВШЋадЁЃ ЁяЛњДВЩАТжжсзюИпзЊЫйЮЊ24000зЊ/ЗжЃЌвдЬсИпФЅЯїаЁПзЁЃ ЁягУЛЇЬиЪтЖЉЛѕЁЃПЩИФзАЕчжїжсБфЦЕЕїЫйвдФЅЯїаЁжБОЖФкПзЁЃ ЁяБОЛњДВЩшгаЖЫУцФЅЯїзАжУЃЌФмБЃжЄЙЄМўФкПзгыЖЫУцЕФДЙжБЖШЁЃ |
| ЁЄЩЯвЛЦЊЃКЖЈЦкЮЌЛЄЪ§ПиЛњДВЕФживЊад ЁЄЯТвЛЦЊЃКбЁЙКжЊЪЖ |
| ДђгЁБОЦЊЮФеТ ЙиБеДАПк |